商品详情





### 利用西门子PLC设计的轧钢机控制系统
本产品为一套完整的电子程序资料。
#### 商品内容概述:
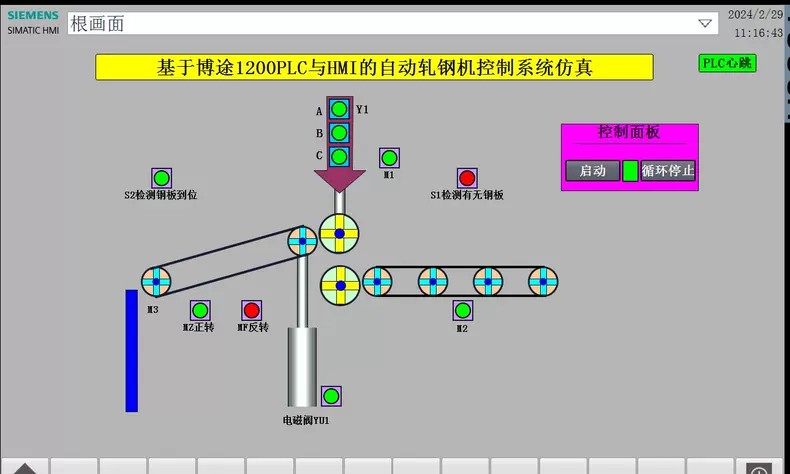
- **第一部分**:包含一份适用于博途版本V14或更高版本的自动轧钢机PLC及人机界面(HMI)仿真工程项目。
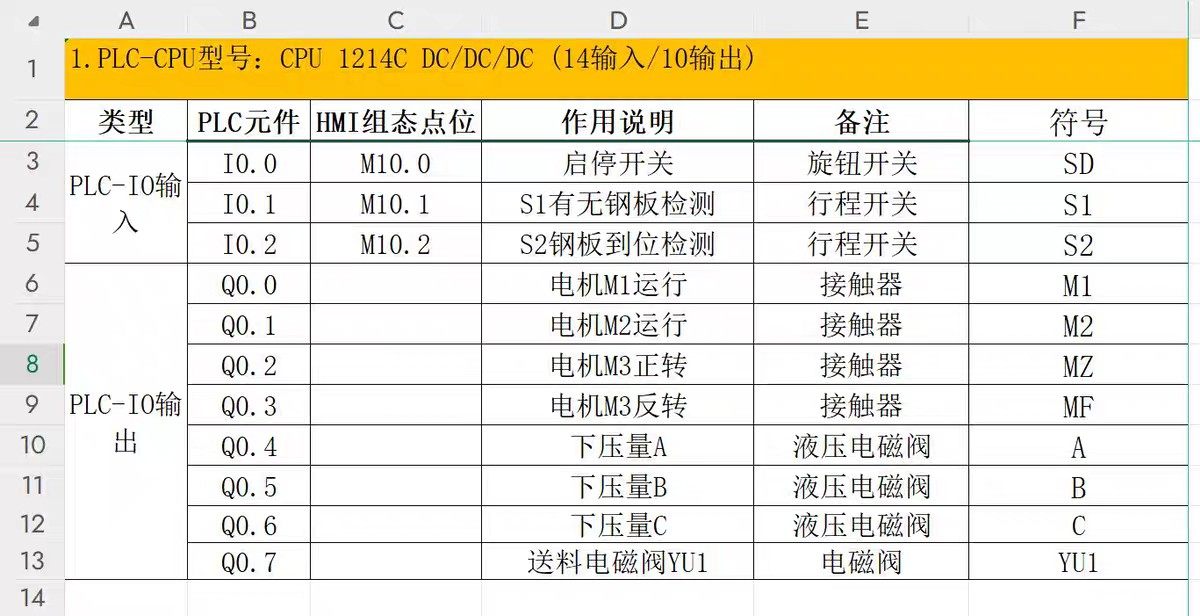
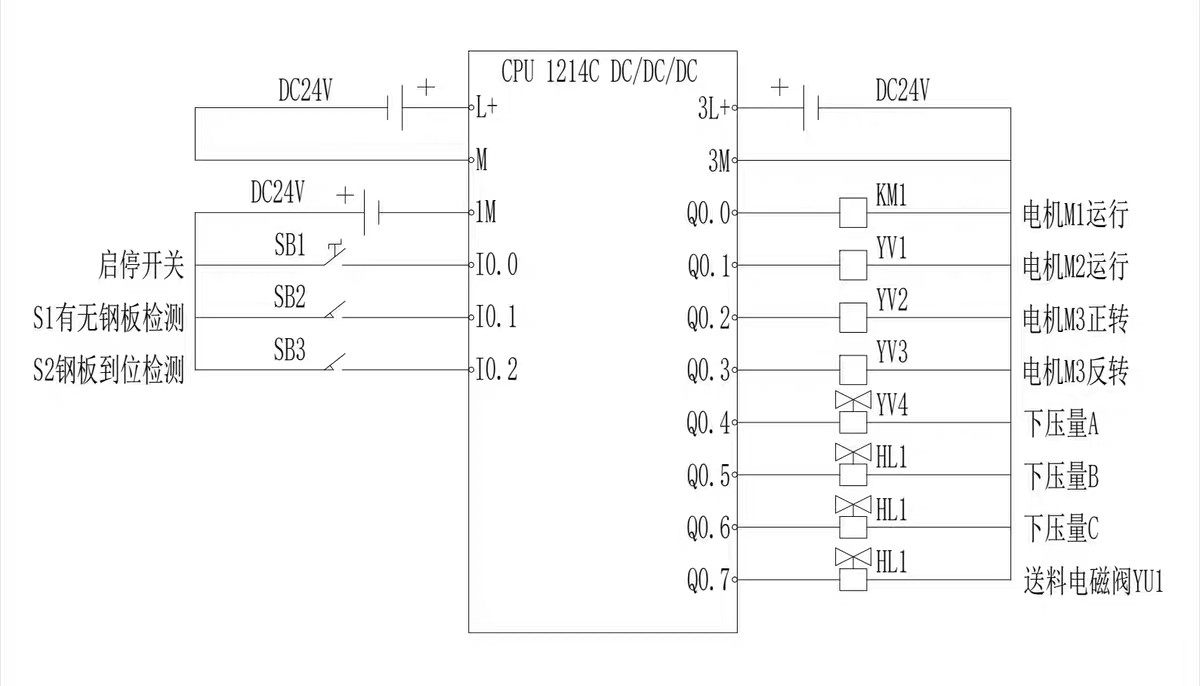
- **第二部分**:提供了自动轧钢机所需的输入输出点位表、PLC连接线路图、主电气系统图以及控制逻辑流程图,所有这些文档均以可编辑的CAD源文件形式提供。
- **第三部分**:附带一份详尽的售后支持服务指南。
- **额外福利**:还额外赠送一篇参考文献,虽然其内容并不直接关联于提供的程序代码,但对理解相关领域知识非常有帮助。
#### 系统功能详解:
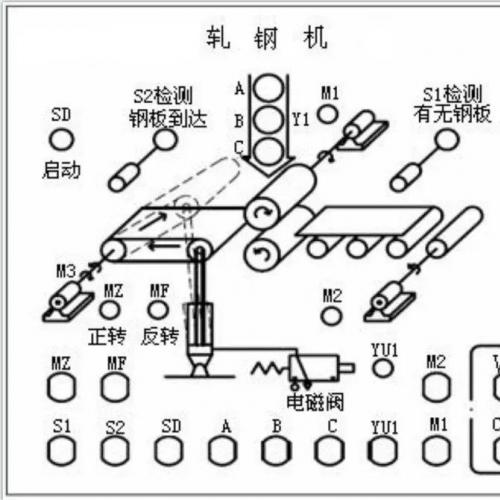
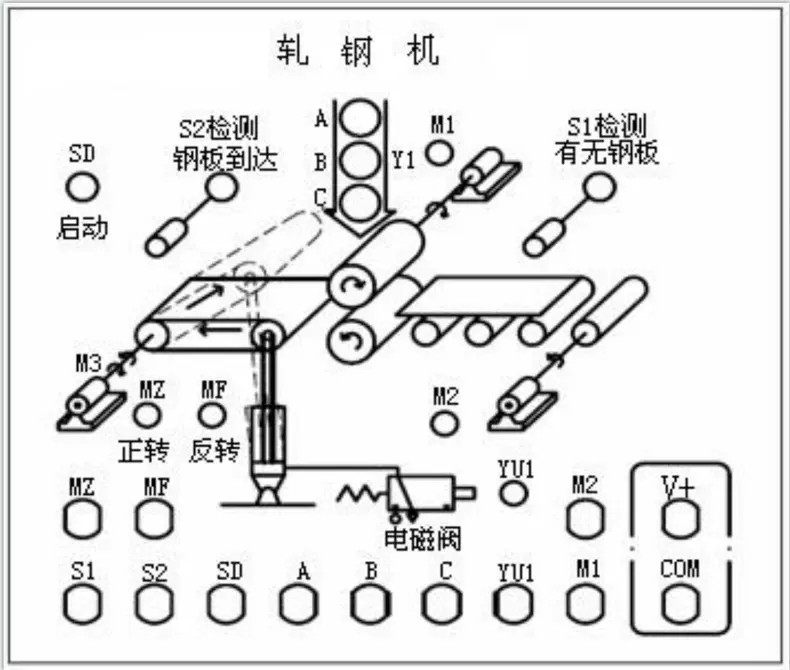
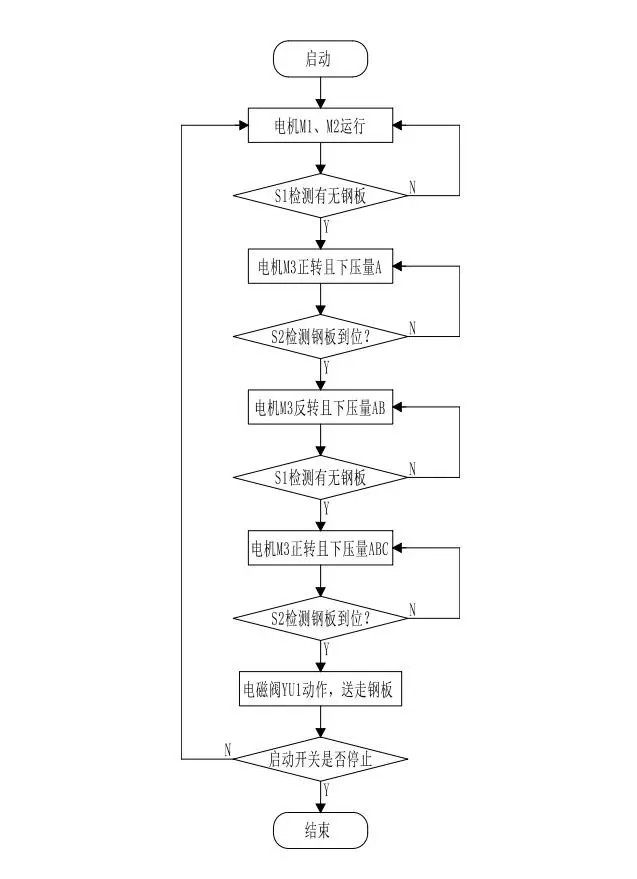
- **基本操作要求**:根据面板布局,原材料钢板从右侧进入设备,在M1、M2和M3三台电机的作用下经过连续三次压制过程后从左侧排出。
- **启动条件设定**:当按下开始按钮SD时,电动机M1和M2启动并开始传输钢板。
此时如果检测到输送带上存在钢板(传感器S1激活),则表示钢板已经到位,接着M3将正向旋转(指示灯MZ亮起),同时执行机构Y1施加第一次压力(指示灯A亮)。
一旦S1信号消失且S2被触发,则说明钢板已移动至预定位置,此时M3反向运转(指示灯MF点亮),Y1继续施加第二次更大的力道(此时指示灯A与B同时亮起)。
随后当S1再次变为活动状态而S2失去作用时,M3恢复正转模式,Y1进一步加大压力直至达到最大值(指示灯A、B、C全部亮起)。
最终,当S1不再工作并且S2重新激活时,表明整个压延工序完成,此时M3保持正转方向,通过电磁阀YU1的动作将加工完毕的钢板移出生产线。

发货方式
自动:在特色服务中标有自动发货的商品,拍下后,源码类 软件类 商品会在订单详情页显示来自卖家的商品下载链接,点卡类 商品会在订单详情直接显示卡号密码。
手动:未标有自动发货的的商品,付款后,商品卖家会收到平台的手机短信、邮件提醒,卖家会尽快为您发货,如卖家长时间未发货,买家也可通过订单上的QQ或电话主动联系卖家。
退款说明
1、源码类:商品详情(含标题)与实际源码不一致的(例:描述PHP实际为ASP、描述的功能实际缺少、功能不能正常使用等)!有演示站时,与实际源码不一致的(但描述中有"不保证完全一样、可能有少许偏差"类似显著公告的除外);
2、营销推广类:未达到卖家描述标准的;
3、点卡软件类:所售点卡软件无法使用的;
3、发货:手动发货商品,在卖家未发货前就申请了退款的;
4、服务:卖家不提供承诺的售后服务的;(双方提前有商定和描述中有显著声明的除外)
5、其他:如商品或服务有质量方面的硬性常规问题的。未符合详情及卖家承诺的。
注:符合上述任一情况的,均支持退款,但卖家予以积极解决问题则除外。交易中的商品,卖家无法修改描述!
注意事项
1、在付款前,双方在QQ上所商定的内容,也是纠纷评判依据(商定与商品描述冲突时,以商定为准);
2、源码商品,同时有网站演示与商品详情图片演示,且网站演示与商品详情图片演示不一致的,默认按商品详情图片演示作为纠纷评判依据(卖家有特别声明或有额外商定的除外);
3、点卡软件商品,默认按商品详情作为纠纷评判依据(特别声明或有商定除外);
4、营销推广商品,默认按商品详情作为纠纷评判依据(特别声明或有商定除外);
5、在有"正当退款原因和依据"的前提下,写有"一旦售出,概不支持退款"等类似的声明,视为无效声明;
6、虽然交易产生纠纷的几率很小,卖家也肯定会给买家最完善的服务!但请买卖双方尽量保留如聊天记录这样的重要信息,以防产生纠纷时便于送码网快速介入处理。
淘好品声明
1、作为第三方中介平台,依据双方交易合同(商品描述、交易前商定的内容)来保障交易的安全及买卖双方的权益;
2、平台上所有的资源都是亲测无误的,在平台下单安全有保障,有任何问题,可以随时联系在线客服。